|
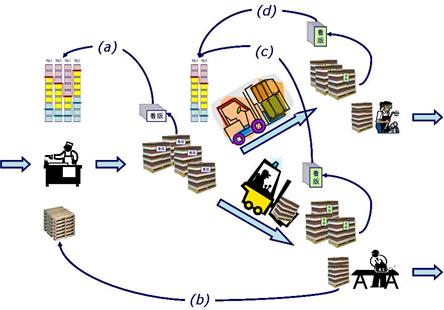
Thẻ khán bản (看版) là công cụ quản lý cung cấp đúng lúc (JIT, Just In Time Manufacturing System) nổi tiếng nhất. Khán (看) có nghĩa là coi xem. Bản (版) là một tấm ván dùng để kê khai. Thẻ khán bản viết theo ký tự romaji của Nhật là kanban nên nhiều nước trên Thế giới dùng từ kanban để chỉ một thẻ bằng các tông dùng trong quản lý cung cấp và gọi phương pháp quản lý cung cấp với cái thẻ đó là "phương pháp kanban" (kanban method). Tiến sĩ Taiichi Ohno đã áp dụng có hiệu quả phương pháp khán bản ở hãng Toyota bên Nhật. Sau đó phương pháp được phổ biến sang những xí nghiệp các nước khác. Trong bài này chúng tôi xin trình bày nguyên tắc của phương pháp khán bản, những thống số và điều kiện ắt có để áp dụng phương pháp và những đặc điểm của công cụ trong quản lý cung cấp đúng lúc. Nguyên tắc phương pháp khán bảnNguyên tắc điều hànhTrong đời sống hàng ngày, quy trình cung cấp hàng là như sau (xem hình 1) :
Điểm đáng chú ý của quy trình là
Hình 1 – Quy trình cung cấp hàng Với phương pháp khán bản, một văn bản duy nhất được dùng làm phiếu đặt hàng và phiếu giao hàng. Thẻ đó gọi là thẻ khán bản. Phương pháp dựa trên hai quy định :
Phương pháp khán bản đơnHệ thống khán bản đơn giản nhất gọi là hệ thống khán bản đơn. Ở những phần sau chúng tôi sẽ trình bày một số dạng khác của phương pháp khán bản. Hệ thống khán bản đơn gồm bởi (hình 2) : · hai công trạm (功站), một công trạm thượng nguồn (gọi tắt là công trạm thượng) và một công trạm hạ nguồn (gọi tắt là công trạm hạ) ; · một số thùng chứa ; · một số thẻ khán bản ; · một điểm lưu trữ ; · một hộp thẻ khán bản đặt ở điểm lưu trữ ; · và một bảng sơ đồ đặt ở công trạm thượng.
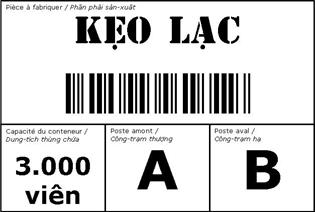
Hình 2 – Hệ thống khán bản đơn Số thẻ khán bản bao giờ cũng phải bằng số thùng chứa. Công trạm thượng sản xuất những sản phẩm mà công trạm hạ cần đến để tiếp tục chế biến, lắp ráp một sản phẩm khác phức tạp hơn hay lắp ráp thương phẩm. Trong bài này danh từ thùng chứa dùng để chỉ những thùng chứa, hộp, chai lọ, công te nơ, pa lét,... bất luận những vật gì thích ứng có thể chứa và thuyên chuyển những nguyên liệu, phần của một sản phẩm phức tạp hơn hay thương phẩm trong thông lượng sản xuất, vận chuyển và tiêu thụ vật liệu. Những thùng chứa đủ sản phẩm ghi trên thẻ được mang sang điểm lưu trữ. Những thùng rỗng được thường xuyên chuyển từ công trạm hạ về công trạm thượng. Mỗi thẻ khán bản có ít nhất những thông tin sau đây (xem hình 3) : · quy chiếu sản phẩm phải cung cấp ; · lượng sản phẩm phải cung cấp kèm theo thẻ và đặt trong thùng chứa ; · địa chỉ công trạm thượng, nghĩa là trạm sản xuất những sản phẩm ; · và địa chỉ công trạm hạ, nghĩa là trạm tiêu thụ những sản phẩm. Những thông tin đó thường được nhắc lại bằng mã số vạch để tiện việc đọc và ghi bằng những phương pháp tin học. Ở nhiều nhà máy, những thẻ khán bản chứa thêm một số thông tin khác như là phương thức chế tạo, phương pháp bao bọc, phương tiện vận chuyển, tiêu chuẩn chất lượng, phương thức kiểm tra chất lượng và tiêu chuẩn chấp nhận một lô,...
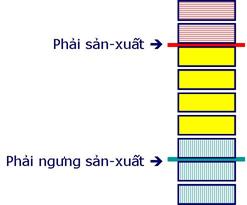
Hình 3 – Mẫu một thẻ khán bản của một nhà máy kẹo Điểm lưu trữ là đầu ra của công trạm thượng và cũng là đầu vào của công trạm hạ. Vì thế mà điểm lưu trữ phải đặt ở gần hai công trạm. Hộp thẻ khán bản đặt ở điểm lưu trữ. Bảng sơ đồ treo ở công trạm thượng. Bảng có hai nét đường vạch ngang (hình 4) : đường vạch trên, thường mầu đỏ, và đường vạch dưới, thường mầu xanh lam. Nhiều nhà máy sơn nền bảng · bằng màu đỏ ở phía trên đường vạch trên, · bằng màu xanh lam ở phía dưới đường vạch dưới và ở một ô khán bản trên đường vạch dưới · và bằng màu vàng ở giữa hai vạch trên và dưới.
Hình 4 – Bảng sơ đồ Những thẻ khán bản được treo theo thứ tự từ dưới lên trên và thẻ khán bản đến sau treo ở trên thẻ khán bản đến trước. Khi tháo một thẻ khán bản thì bao giờ cũng phải tháo thẻ khán bản ở trên cao nhất, nghĩa là mới được treo nhất. Hai đường vạch và những mầu của bảng sơ đồ có ý nghĩa sau đây :
Chúng tôi sẽ trình bày ở một phần sau phương pháp đặt hai đường vạch đó ở mức nào. Hệ thống khán bản đơn điều hành như sau : (i) Khi công trạm hạ cần đến những sản phẩm chứa trong một thùng thì công nhân trạm đó lấy một thùng từ điểm lưu trữ, tháo thẻ khán bản và đặt nó vào hộp khán bản. (ii) Thường xuyên những thẻ trong hộp khán bản được treo lên bảng sơ đồ và những thùng chứa rỗng được mang đến đầu vào của công trạm thượng. (iii) Nếu có một thẻ khán bản treo trên bảng sơ đồ thì công trạm thượng sẽ sản xuất một thùng chứa. (iv) Mỗi lần bắt đầu sản xuất một thùng chứa mới thì công nhân trạm thượng tháo một thẻ khán bản từ bảng sơ đồ và chỉ sản xuất đúng số lượng ghi trên thẻ. (v) Khi sản xuất đủ trữ lượng ghi trên thẻ khán bản và đặt những sản phẩm đó vào một thùng chứa thì công nhân trạm thượng gắn thẻ khán bản đó với thùng chứa và chuyển thùng chứa sang điểm lưu trữ. Khi điều hành như vậy thì thẻ khán bản đi một vòng từ khi tháo ra khỏi thùng chứa ở điểm lưu trữ, xếp vào hộp khán bản, treo trên bảng sơ đồ rồi lại gắn với thùng chứa để trở về điểm lưu trữ. Hành trình của thẻ khán bản trình bày như vậy gọi là vòng khán bản. Phương pháp khán bản képPhương pháp khán bản đơn thích hợp khi hai công trạm thượng và hạ ở gần nhau và có chung một điểm lưu trữ duy nhất. Ở tất cả những tình huống khác thì phải áp dụng phương pháp khán bản kép mà chúng tôi xin trình bày sau đây. So với một hệ thống khán bản đơn thì hệ thống khán bản kép với hai công trạm thượng và hạ thì có (hình 5) : · hai loại thẻ khán bản, một loại gọi là thẻ khán bản sản xuất và một loại gọi là thẻ khán bản thuyên chuyển ; · hai điểm lưu trữ, một điểm gọi là điểm lưu trữ thượng đặt ở đầu ra của công trạm thượng và một điểm gọi là điểm lưu trữ hạ đặt ở đầu vào của công trạm hạ ; · hai hộp khán bản, một hộp cho những thẻ khán bản sản xuất đặt ở điểm lưu trữ thượng và một hộp cho những thẻ khán bản thuyên chuyển đặt ở diểm lưu trữ hạ ; · và hai bảng sơ đồ, một gọi là bảng sơ đồ sản xuất đặt ở công trạm thượng và một gọi là bảng sơ đồ thuyên chuyển đặt ở điểm lưu trữ thượng.
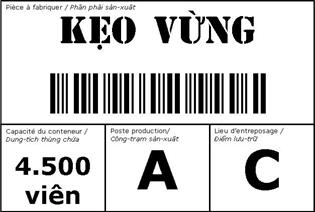
Hình 5 – Hệ thống khán bản kép Những thẻ khán bản có những thông tin như trình bày ở phần nói về phương pháp khán bản đơn, nhưng, so với một thẻ khán bản theo phương pháp khán bản đơn thì : · trên thẻ khán bản sản xuất, địa chỉ điểm lưu trữ thượng thay vì địa chỉ công trạm hạ (hình 6) ; · và trên thẻ khán bản thuyên chuyển, địa chỉ điểm lưu trữ hạ thay vì địa chỉ công trạm thượng (hình 7). Để hệ thống khán bản kép có thể vận hành hòa hợp thì số thùng chứa, số khán bản sản xuất và số khán bản thuyên chuyển đều bằng nhau.
Hình 6 – Mẫu thẻ khán bản sản xuất
Hình 7 – Mẫu thẻ khán bản thuyên chuyển Hai bảng sơ đồ đều có gạch trên và dưới cùng với mầu nền như với hệ thống khán bản đơn. Những quy định treo và tháo những thẻ khán bản trên hai loại bảng sơ đồ giống như với hệ thống khán bản đơn. Ý nghĩa của hai đường vạch và mầu nền của hai loại bảng sơ đồ cũng tương tự như ý nghĩa của những đường vạch và mầu nên của bảng sơ đồ của hệ thống khán bản đơn :
Một hệ thống khán bản kép điều hành như sau : (i) Khi công trạm hạ cần đến những sản phẩm chứa trong một thùng thì công nhân trạm đó lấy một thùng từ điểm lưu trữ thượng, tháo thẻ khán bản và đặt nó vào hộp khán bản thuyên chuyển. (ii) Thường xuyên những thẻ trong hộp khán bản thuyên chuyển được treo lên bảng sơ đồ thuyên chuyển. (iii) Nếu có một thẻ khán bản treo trên bảng sơ đồ thuyên chuyển thì công nhân vận chuyển chuyển một thùng chứa từ điểm lưu trữ thượng và chuyển thùng đó đến điểm lưu trữ hạ. (iv) Trước khi vận chuyển một thùng chứa từ công trạm thượng đến công trạm hạ thì công nhân vận chuyển tháo một thẻ khán bản từ bảng sơ đồ thuyên chuyển, tháo thẻ khán bản sản xuất từ một thùng chứa ở điểm lưu trữ thượng, đặt nó vào hộp khán bản sản xuất, gắn thẻ khán bản thuyên chuyển lên thùng để thay thế thẻ khán bản sản xuất đã bị tháo. (v) Sau đó công nhân chuyển thùng chứa đến điểm lưu trữ hạ. (vi) Thường xuyên những thùng chứa rỗng được mang đến đầu vào của công trạm thượng và những thẻ khán bản trong hộp khán bản sản xuất được treo lên bảng sơ đồ sản xuất. (vii) Nếu có một thẻ khán bản treo trên bảng sơ đồ sản xuất thì công trạm thượng có thể sản xuất một thùng chứa. (viii) Mỗi lần bắt đầu sản xuất một thùng chứa mới thì công nhân trạm thượng tháo một thẻ khán bản từ bảng sơ đồ sản xuất và chỉ sản xuất đúng số lượng ghi trên thẻ. (ix) Khi sản xuất đủ trữ lượng ghi trên thẻ khán bản sản xuất và đặt những sản phẩm đó vào một thùng chứa thì công nhân trạm thượng gắn thẻ khán bản đó với thùng chứa và chuyển thùng chứa sang điểm lưu trữ hạ. Khi điều hành như vậy thì có hai vòng khán bản : một vòng khán bản xản xuất với những thẻ khán bản sản xuất và một vòng khán bản thuyên chuyển với những thẻ khán bản thuyên chuyển. Một số tình huống cá biệtKhối lượng tối ưu của một lô lớn hơn dung tích của một thùng chứaMột khối lượng sản xuất bao giờ cũng là một bội số của dung tích một thùng chứa ghi trên thẻ khán bản. Nếu khối lượng tối ưu nhỏ hơn dung tích của một thùng thì công trạm thượng sẽ sản xuất ít nhất một lô bằng dung tích của dung tích đó. Nhưng khối lượng tối ưu thường lớn hơn dung tích của một thùng. Trong trường hợp này thì phải sản xuất ít nhất số lượng đó và nếu thùng cuối cùng chưa có đủ số lượng ghi trên thẻ khán bản thì phải sản xuất thêm cho đủ. Công trạm sản xuất nhiều loại sản phẩm khác nhauKhi công trạm thượng cung cấp nhiều loại sản phẩm kác nhau thì thiết lập một hệ thống khán bản kép với một vòng khán bản sản xuất cho mỗi loại sản phẩm. Các vòng khán bản đó chia chung một bảng sơ đồ sản xuất. Công trạm thượng và công trạm hạ điều hành như trình bày ở một phần trên. Bảng sơ đồ sản xuất có nhiều cột, mỗi cột cho một loại sản phẩm (hình 8). Vì mỗi loại sản phẩm có đặc tính sản xuất khác nhau những đường vạch trên và đường vạch dưới có thể không ở chung cùng một mức. Công trạm thượng có thể tùy tiện chọn bắt đầu sản xuất bất cứ một loại sản phẩm nào có thẻ khán bản treo ở giữa hai đường vạch trên và dưới.
Hình 8 – Bảng
sơ đồ sản xuất của một công trạm Số loại thẻ khán bản sản xuất và số điểm lưu trữ thượng bằng số loại sản phẩm. Để tránh những thẻ bị lầm lẫn khi vận chuyển các thùng chứa hay khi lưu hành những thẻ khán bản, những thẻ và thùng chứa có chung một mầu, mỗi loại sản phẩm có một mầu riêng biệt. Ngoài ra chúng ta cũng phải giới hạn số loại sản phẩm được sản xuất ở cùng một công trạm để kiềm chế thời hạn và chi phí thay đổi công cụ sản xuất. Một công trạm thượng cung cấp nhiều công trạm hạKhi công trạm thượng cung cấp nhiều công trạm hạ thì thiết lập một hệ thống khán bản kép với một vòng khán bản thuyên chuyển cho mỗi công trạm hạ. Các vòng khán bản đó chia chung một bảng sơ đồ thuyên chuyển (hình 9). Công trạm thượng và mỗi công trạm hạ điều hành như trình bày ở một phần trên. Bảng sơ đồ thuyên chuyển có nhiều cột, tương tự như bảng sơ đồ sản xuất của một công trạm thượng sản xuất nhiều loại sản phẩm khác nhau.
Hình 9 – Hệ thống khán bản kép cho hai công trạm hạ Số cột của bảng sơ đồ thuyên chuyển này bằng số công trạm hạ. Vì mỗi công trạm hạ có nhịp tiêu thụ sản phẩm khác nhau những đường vạch trên và đường vạch dưới có thể không ở chung cùng một mức. Công nhân vận chuyển có thể tùy tiện chọn bắt đầu vận chuyển bất cứ một loại sản phẩm nào có thẻ khán bản treo ở giữa hai đường vạch trên và dưới. Số loại thẻ khán bản thuyên chuyển và số điểm lưu trữ hạ bằng số công trạm hạ. Để tránh những thẻ bị lầm lẫn khi vận chuyển các thùng chứa hay khi lưu hành những thẻ khán bản, những thẻ và thùng chứa có chung một mầu, mỗi công trạm hạ có một mầu riêng biệt. Một công trạm thượng cung cấp nhiều loại sản phẩm cho nhiều công trạm hạTình huống này đúc kết hai loại hệ thống trên : · công trạm thượng có một vòng khán bản sản xuất cho mỗi loại sản phẩm như trình bày ở một phần trên ; · mỗi công trạm hạ có một vòng khán bản thuyên chuyển cho mỗi loại sản phẩm. Như vậy số loại khán bản và số điểm lưu trữ sẽ gia tăng không những gây nên những lầm lẫn trình bầy ở những phần trên mà lại còn làm gia tăng lượng sản phẩm đang được chế biến ở các điểm lưu trữ. Vì thế mà chúng ta nên tránh thiết kế một hệ thống phức tạp như vậy. Những hệ thống khán bản không có thẻ khán bảnTrong rất nhiều tình huống nguyên tắc của phương pháp khán bản được giữ nguyên nhưng thông tin không được thuyên chuyển bằng một thẻ bằng các tông mà bằng những phương pháp khác. Vì không cần đến thẻ khán bản nữa nên những hệ thống này sẽ không còn rủi ro nhầm lẫn hay làm mất thẻ. Những hệ thống khán bản bằng thị giácNhững hệ thống loại này không thể hiện tiến triển của quy trình sản xuất một cách tổng quát với những bảng sơ đồ. Nhân công điều hành nhận thức dễ hơn những việc phải làm. Hai công trạm thượng và hạ ở gần nhauNếu hai công trạm thượng và hạ ở gần nhau thì công nhân ở hai trạm có thể nhìn thấy đồng nghiệp của mình đã sản xuất hay tiêu thụ đến đâu mà khô g cần phải gửi nhau những thẻ khán bản. Công nhân trạm thượng bắt đầu sản xuất một thùng tiếp khi thấy đồng nghiệp ở công trạm hạ đã bắt đầu tiêu thụ một thùng chứa mới và ngưng sản xuất nếu thấy không còn một thùng rỗng nào. Ngược lại khi công nhân trạm hạ thấy đồng nghiệp ở công trạm thượng có vấn đề thì có thể quyết định giảm nhịp tiêu thụ sản phẩm. Để những thùng sản phẩm trên xe chuyển hàngCông nhân vận chuyển không rỡ xe chuyển hàng mà đặt xe ở điểm lưu trữ. Làm như vậy sẽ giảm thời gian và chi phí bốc rỡ. Nếu xe chuyển hàng có nhiều loại sản phẩm khác nhau thì chứa mỗi loại hàng trong những thùng có mầu khác nhau. Mỗi mầu tương ứng với một loại sản phẩm. Công nhân trạm hạ rỡ những thùng chứa theo nhu cầu. Khi không còn thùng chứa một mầu nào đó thì công trạm thượng biết rằng phải bắt đầu sản xuất hay công nhân vận chuyển biết rằng phải bắt đầu vận chuyển loại sản phẩm tương ứng với mầu của thùng chứa ấy. Khuôn vùng địa điểm dự trữPhương pháp này thường dùng để cung cấp nguyên liệu. Sàn điểm lưu trữ có những ô được tô mầu. Mỗi mầu tương ứng với một loại sản phẩm hay một vòng khán bản thuyển chuyển. Mỗi ô là một chỗ để đặt một thùng chứa. Tùy loại sản phẩm hay công trạm hạ một thùng chứa được đặt ở một ô có mầu tương ứng. Nhân viên cung cấp chỉ cần nhìn qua mầu những ô này là đủ biết cần phải đặt mua những loại nguyên liệu nào, đặt mua bao nhiêu và vận chuyển loại sản phẩm nào đến công trạm nào. Hệ thống khán bản tin họcPhương pháp khán bản tin học thông dụng ở những ngành kỹ nghệ có nhiều khâu lắp ráp như là kỹ nghệ cơ điện, điện tử, xe hơi,... Những hãng điều hành theo nguyên tắc đúng lúc đó cần giao dịch với những cơ sở sản xuất, những chi nhánh thương mại hay những hãng cung cấp cách xa nhau có thể dùng những hệ thống khán bản tin học vì hai lý do chính : · khi công trạm thượng và công trạm hạ cách nhau xa thì khó mà có thể trao đổi mau chóng những thẻ khán bản ; · mặc dù, với phương pháp khán bản, mỗi điểm lưu trữ có ít hàng nhưng khi hệ thống lắp ráp có nhiều loại hàng khác nhau thì số lượng và giá trị hàng lưu trữ trong cơ sở cũng trở nên quan trọng. So với một hệ thống dùng thẻ khán bản thì · thẻ khán bản được thay thế bằng một tờ nhãn in ở công trạm thượng và dùng làm lệnh sản xuất ; · những hộp khán bản không còn nữa ; · những bảng sơ đồ trở thành những bảng kê có thể đọc trên màn hình của một trạm tin học ; · vận tốc trao đổi thông tin chỉ tùy ở chu kỳ những công trạm hạ cập nhật tiêu thụ sản phẩm của họ ; · suy ra, không còn vấn đề lầm lẫn hay mất thẻ khán bản và lương dự trữ giảm mạnh (chúng tôi sẽ trình bày lý do ở một phần sau). Một hệ thống khán bản tin học điều hành như sau (i) Những thông tin về số lượng hàng đã tiêu thụ tự động được ghi nhận ở công trạm hạ và chuyển đến công trạm thượng qua mạng tin học. (ii) Khi nhận được thông tin đó thì một tờ nhãn được in ra ở công trạm thượng. Tờ nhãn đó dùng làm lệnh sản xuất và thay thế thẻ khán bản bằng các tông. Để tiện việc ghi thông tin vào hệ thống tin học những thông tin chính được nhắc lại bằng mã số vạch hay mã số từ trường. (iii) Khi chuyển thùng chứa đến công trạm hạ thì công nhân trạm thượng gắn tờ nhãn lên thùng chứa. (iv) Khi tiêu thụ một thùng chứa thì công nhân trạm hạ tháo nhãn ra khỏi thùng. Trên nguyên tắc thì những thẻ khán bản cho phép miễn dùng đến những thủ tục hành chính và, suy ra, miễn dùng đến tin học. Nhưng nếu công trạm thượng chỉ bắt đầu sản xuất khi nhận được tin công trạm hạ đã tiêu thụ hết một thùng như trình bày ở phần này thì nguyên lý của phương pháp khán bản vẫn được tôn trọng. Yếu điểm của một hệ thống khán bản tin học là khi thỉnh thoảng phải đổi chương trình lắp ráp thì những công trạm thượng phải được thông báo ngay tức khắc nếu không thì chuỗi cung cấp có thể bị hỗn loạn. Những nhân số vận hành một hệ thống khán bảnDung tích thùng chứa và số thẻ khán bản đang lưu hành là hai thông số chính của một hệ thống khán bản. Những thông số đó án ngữ vận hành và chi phí vận hành của hệ thống. Chúng tùy thuộc ở những phương tiện vận chuyển vật liệu và tốc độ lưu hành của những thẻ khán bản. Tính dung tích của thùng chứaThùng chứa là đơn vị cơ bản vận chuyển và sản xuất. Dung tích của nó là trữ lượng ghi trên thẻ khán bản và là lượng sản phẩm nhỏ nhất được chuyển từ công trạm thượng đến công trạm hạ. Để tính dung tích của thùng chứa thì trước tiên chúng ta theo ba giai đoạn :
Lượng hàng tối đa dự trữ trong hệ thống khán bản bằng tổng số dung tích những thùng chứa trong hệ thống. Thông thường thì tổng số đó bằng chừng một phần mười lượng hàng phải cung cấp mỗi ngày, một con số rất nhỏ so với lượng hàng sản xuất trong một ngày. Vì thế mà khi nghiên cứu một hệ thống khán bản thì chúng ta không chú trọng đến chi phí dự trữ hàng trong hệ thống. Chi phí khả biến là một hàm số của lượng tiêu thụ sản phẩm hàng năm và dung tích thùng chứa. Những hãng sản xuất phương tiện vận chuyển thường cung cấp phép tính hàm số đó để khách hàng tiện việc chọn lựa. Chi phí vận hành hàng năm với một phương tiện vận chuyển là
Dung tích làm cho chi phí đó tối thiểu là kết quả của chương trình tối ưu hóa
N ít nhất phải bằng một đơn vị hay số đơn vị tính tròn nhỏ hơn gần nhất. Dung tích tối đa của một thùng là N, và có thể nhỏ hơn. Vì thế mà số thùng chứa của một phương tiện vận chuyển có thể chở được mỗi lần có thể lớn hơn một đơn vị. Tính số thẻ khán bảnTrong một hệ thống khán bản thì số thẻ cho một sản phẩm tùy ở nhịp tiêu thụ sản phẩm sản phẩm đó và khoảng cách thời gian công trạm hạ bắt đầu tiêu thụ một thùng cho tới khi một thúng đầy được mang đến từ công trạm thượng. Chúng ta gọi thời gian đó là thời gian luân hồi (輪回). Thời gian luân hồi tùy ở · thời gian để một thẻ khán bản được chuyển từ hộp khán bản đến công trạm thượng ; · thời gian để công trạm thượng có đủ khán bản để bắt đầu sản xuất một lô tối thiểu ; · thời gian phải chờ công trạm sản xuất hết một lô loại sản phẩm đang được sản xuất và sản xuất hết những sản phẩm ưu tiên khác ; · thời gian điều chỉnh cỗ máy ; · thời gian sản xuất ; · thời gian vận chuyển sản phẩm từ công trạm thượng đến công trạm hạ ; · và một khoảng thời gian an toàn. Như viết ở trên, lượng hàng tối đa dự trữ trong hệ thống khán bản bằng tổng số dung tích những thùng chứa trong hệ thống. Để tránh cho sản xuất bị gián đoạn thì phải có
Vì nhịp tiêu thụ thường biến động, chúng ta phải dùng thêm một tỷ số để tính thêm sự biến động đó và phương trình trên trở thành
Vậy số thẻ trong hệ thống khán bản phải là
Nếu K là một số lẻ thì chúng ta lấy số đơn vị tính tròn lớn hơn gần nhất. Tính lượng sản xuất tối thiểu của một lôĐáng lý ra thì một hệ thống khán bản không cần phải đổi công cụ khi chuyển sang sản xuất một loại sản phẩm khác hay nếu phải thay đổi thì có thể thay đổi công cụ ngay tức khắc. Nhưng thực tế thì khi thay đổi công cụ phải theo quy trình sau đây : (i) Sửa soạn công cụ đó trong khi máy còn đang sản xuất cho một loại sản phẩm trước. (ii) Tắt máy để lắp và điều chỉnh công cụ mới. (iii) Khởi động máy trở lại và bắt đầu sản xuất lại sản phẩm tiếp. Để tối ưu hóa thiết bị sản xuất thì phải hội đủ ba điều kiện :
Từ những điều kiện đó, khối lượng tối thiểu của một lô sản phẩm phải bằng
và số những thùng chứa của một lô ít nhất phải là
Nếu T là một số lẻ thì chúng ta lấy số đơn vị tính tròn lớn hơn gần nhất. Vì khi sản xuất thì phải sản xuất một bội số của một thùng chứa, khối lượng sản xuất của một lô ít nhất phải là NT. Tính dung tích những điểm lưu trữChúng ta tính dung tích của một điểm lưu trữ bằng đơn vị thùng chứa. Điểm lưu trữ thượng có dung tích để dự trữ bằng một lô sản xuất tính ở phần trên cộng với những thùng sản phẩm đang chờ giữa hai chuyến bốc hàng. Nếu tính thêm một tỷ số đề phòng bất trác trong chuỗi cung cấp thì dung tích của diểm lư trữ thượng là
Nếu
Điểm lưu trữ hạ có dung tích dự trữ để công trạm hạ có đủ sản phẩm cần thiết giữa hai lượt thuyên chuyển kể thêm một tỷ số đề phòng bất trác trong chuỗi cung cấp :
và số thùng chứa lượng sản phẩm đó, nghĩa là dung tích của điểm lưu trữ hạ, ít nhất phải là
Nếu
Tính mức những đường vạch trên và dưới của bảng sơ đồChúng ta tính những mức các đường vạch của một bảng sơ đồ bằng đơn vị thùng chứa, nghĩa là bằng số chỗ đẻ treo những thẻ khán bản. Những thẻ khán bản treo trên một bảng sơ đồ là những thẻ không dùng để gắn với một thùng chứa hoặc không xếp trong hộp khán bản. Đường vạch trên của bảng sơ đồ sản xuấtĐường vạch trên của bảng sơ đồ sản xuất cho biết khi nào công trạm thượng bắt buộc phải bắt đầu sản xuất để hoàn thành một thùng chứa và kịp vận chuyển thùng đó đến công trạm hạ trước khi công trạm đó tiêu thụ hết sản phẩm trong thùng chứa hiện đang dùng. Thời hạn đó là tổng số ·
thời hạn thuyên chuyển những thùng chứa từ
công trạm thượng đến công trạm hạ có tỷ số
· thời hạn sửa soạn công cụ để sản xuất, · và thời hạn để sản xuất dung tích của một thùng. Tổng số đó là
Trong thời hạn đó lượng sản phẩm công trạm hạ tiêu thụ là
tương đương với số thùng chứa và số thẻ khán bản sản xuất
Vì phải tính thêm thùng chứa đang được công trạm thượng sản xuất số thẻ khán bản treo trên bảng sơ đồ sản xuất ít nhất phải là
Nếu
Đường vạch trên của bảng sơ đồ thuyên chuyểnĐường vạch trên của bảng sơ đồ thuyên chuyển cho biết khi nào công nhân vận chuyển bắt buộc phải chuyển một thùng đến công trạm hạ trước khi công trạm đó tiêu thụ hết sản phẩm trong thùng chứa hiện đang dùng. Lượng sản phẩm
công trạm hạ tiêu thụ trong thời gian thuyên chuyển
một thùng từ điểm lưu trữ thượng đến điểm lưu trữ hạ
là
Số thẻ khán bản treo trên bảng sơ đồ thuyên chuyển ít nhất phải là
Nếu
Đường vạch dưới của bảng sơ đồ sản xuấtĐường vạch dưới của bảng sơ đồ sản xuất cho biết khi nào công trạm thượng bắt buộc phải ngưng sản xuất vì điểm lưu trữ thượng không còn chỗ để tiếp nhận thêm một thùng chứa nữa. Số thẻ khán bản sản xuất tối thiểu treo trên bảng sơ đồ sản xuất nhiều nhất phải là
Nếu
Đường vạch dưới của bảng sơ đồ thuyên chuyểnĐường vạch dưới của bảng sơ đồ thuyên chuyển cho biết khi nào công nhân vận chuyển bắt buộc phải ngưng thuyên chuyển những thùng chứa vì điểm lưu trữ hạ không còn chỗ để tiếp thêm thùng chứa nữa. Số thẻ khán bản tối thiểu treo trên bảng sơ đồ sản xuất nhiều nhất phải là
Nếu
Phương pháp khán bản và quản lý cung cấp đúng lúcPhương pháp khán bản trong chuỗi cung cấp đúng lúcNhững chuỗi cung cấp đúng lúc dựa trên nguyên tắc mỗi công trạm chỉ bắt đầu sản xuất khi được lệnh sản xuất một số lượng cố định. Phát lệnh sản xuất đó theo hai loại phương pháp (hình 10) : · Phương pháp kéo : một công trạm chờ bên mua hay công trạm ở hạ nguồn phát biểu có nhu cầu thì mới bắt đầu sản xuất và chỉ sản xuất đúng lượng có yêu cầu đã được phát biểu. Phương pháp khán bản thuộc loại phương pháp này. · Phương pháp đẩy : một nhu cầu được suy ra từ những đơn đặt hàng và dự báo về nhu cầu tương lai. Sau đó nhu cầu được biến thành những lệnh sản xuất. Những phương pháp MPS (Master Production Schedule, hay là Master Purchasing Schedule, tiếng Việt có thể gọi chung là Chương trình Thao tác Gốc, CTG ) và MRP (Material Requirements Planning, Tính Nhu cầu Vật liệu, TNV) thuộc loại phương pháp này.
Hình 10 –
Khác biệt về thông lượng vật liệu và thông lượng
thông tin Trong một hệ thống đúng lúc, phương pháp khán bản không mâu thuẫn với những phương pháp khác và cũng không phải là một phương pháp điều hành chỗi cung cấp loại trừ những phương pháp khác. Phần đông những chuỗi cung cấp áp dụng cả hai loại phương pháp đẩy và kéo. Tỷ dụ : (i) Ban tiếp thị dự báo nhu cầu sản phẩm cuối cùng theo phương pháp CTG. (ii) Ban kế hoạch tính nhu cầu trong thời gian của mỗi linh kiện và phần quan trọng mỗi trung tâm sản xuất theo phương pháp TNV. (iii) Mỗi công trạm có thể tổ chức chế biến và lắp ráp những phần theo phương pháp khán bản. Những điều kiện vận hành một hệ thống khán bảnPhương pháp khán bản là một phương pháp cung cấp đúng lúc. Để có thể vận hành hữu hiệu, phương pháp đó phải thỏa mãn một số điều kiện chung của những phương pháp cung cấp đúng lúc : · nhu cầu biến đổi ít theo thời gian ; · những công trạm có thể thay đổi mau loại sản phẩm phải sản xuất ; · không có trục trặc vận hành ở những công trạm ; · những sản phẩm đang được xử lý phải hoàn hảo ở mọi công đoạn ; · nhân viên linh hoạt và có kỷ luật ; · thiết bị dễ làm thích ứng với đòi hỏi sản xuất những loại sản phẩm khác nhau. Cả tới những giai đoạn để xếp đặt một hệ thống khán bản cũng phải theo quy trình chung của những phương pháp cung cấp đúng lúc : (i) Hội một nhóm tình nguyện nghiên cứu tính khả thi của hệ thống. (ii) Sau khi nhóm nghiên cứu nhất trí trên tính khả thi thì Ban Giám đốc tuyên bố quyết định thiết lập hệ thống và hỗ trợ nhóm tình nguyện. (iii) Nhóm nghiên cứu chọn làm thử ở một số công xưởng mẫu. (iv) Điều chỉnh để hệ thống đặt ở những công xưởng đó vận hành tốt. (v) Tuyên truyền để thuyết phục tất cả nhân viên của cơ sở phương pháp làm việc mới hữu hiệu hơn phương pháp hiện hành. (vi) Đào tạo nhân viên để dàn phương pháp trên toàn cơ sở. Riêng cho phương pháp khán bản, Tiến sĩ Ohno nêu lên sáu quy tắc sau đây (Taichi Ohno : L’Esprit Toyota, Masson, 1990, Paris) : 1. Phiếu bốc hàng hay là phiếu thuyên chuyển : công nhân trạm hạ đến trạm thượng để nhận lượng sản phẩm ghi trên thẻ khán bản. 2. Lệnh sản xuất : công trạm thượng sản xuất lượng sản phẩm ghi trên khán bản. 3. Ngăn chặn sản xuất và vận chuyển quá lố : nếu không có khán bản thì không vận chuyển mà cũng không sản xuất. 4. Bảo đảm rằng sản phẩm lưu chuyển trong nhà máy thích ứng với những nhu cầu đã được xác minh : dù ở mọi nơi nào thì một thẻ khán bản bao giờ cũng liên kết với một số lượng và một loại sản phẩm ghi trên thẻ. 5. Bảo đảm chất lượng : một khán bản chỉ có thể liên kết với những sản phẩm 100 % hoàn hảo. 6. Một phương tiện để phát hiện những vấn đề tiềm tàng : giảm số thẻ khán bản đang lưu chuyển bắt phải tiến bộ.
Phương pháp khán bản và cải thiện liên tụcPhương pháp khán bản vừa là một phương pháp quản lý cung cấp đúng lúc vừa là một cơ hội để cải thiện liên tục vận hành nhà máy.
Hình 11 – Quy trình cải thiện bằng cách giảm số thẻ khán bản đang lưu hành Trước tiên chúng ta phải ổn định những quy trình sản xuất của nhà máy. Sau đó chúng ta bắt đầu rút một thẻ trong hệ thống khán bản. Vì thẻ đó tương tích với lượng chứa trong một thùng, lượng sản phẩm đang được chế biến trong vòng khán bản giảm đi. Suy ra, lượng dự trữ sản phẩm đang được chế biến trong chuỗi cung cấp giảm. Nếu không có vấn đề gì xẩy ra trong hệ thống thì chúng ta rút thêm một thẻ nữa. Chúng ta tiếp tục làm như vậy cho tới khi hệ thống không thể vận hành một cách hài hòa. Lúc đó thì chúng ta tạm thời trả lại hệ thống khán bản thẻ mà chúng ta vừa rút ra và tìm nguyên nhân của vấn đề. Sau khi giải quyết vấn đề đã được khám phá thì chúng ta có thể tiếp tục giảm số thẻ khán bản trong hệ thống như trình bày ở trên. Nếu chúng ta tìm đủ mọi cách để có thể liên tục giảm số thẻ khán bản trong chuỗi cung cấp thì không những chúng ta sẽ liên tục giảm lượng sản phẩm đang được chế biến mà lại còn liên tục phát hiện và giải quyết những vấn đề tiềm tàng trong xí nghiệp. Để tóm tắt, phương pháp khán bản · gia tăng thông lượng vật liệu trong chuỗi cung cấp, · và tự động điều khiển hài hòa những tác động sản xuất và cung cấp, Nhưng, nếu chúng ta không cảnh giác, phương pháp này có thể · gia tăng lượng sản phẩm đang được chế biến, · và che giấu những vấn đề tiêu cực trong chuỗi cung cấp. Để tránh tình trạng này chúng ta phải liên tục tìm cách giảm số thẻ khán bản đang lưu hành trong hệ thống.
Ký hiệu
Tài liệu tham khảoNhiều sách có gia trị về phương pháp khán bản và quản lý đúng lúc do nhà xuất bản Productivity Press xuất bản. Chúng tôi chỉ xin trình bày một vài cuốn mới nhất. John M.
Gross and Kenneth R. McInnis : James C.
Vatalaro and Robert E. Taylor : Stephen
Cimorelli : Japan
Management Association and David J. Lu : Raymond S. Louis :
Đặng Đình Cung |






© http://vietsciences.org và http://vietsciences.free.fr và http://vietsciences2.free.fr - Đặng Đình Cung